
I modelli e le fusioni in bronzo ed ottone.
| Fonte: “Antichità Santoiro”Via Nazario Sauro 14/b 40121 Bologna Tel: 051260619 cell: 3356635498 – 335 8495248 |
Il disegno è il punto di partenza fondamentale in un’opera d’arte. Che sia eseguito da un’artista indipendente o dallo stesso artigiano, comunque esso deve tenere conto di alcune caratteristiche specifiche.
Il manufatto deve risultare frazionabile in diversi elementi; ciò si rende necessario per due motivi fondamentali:
- i getti di piccole dimensioni, soprattutto nel caso di produzione in serie, consentono una maggiore maneggevolezza e la possibilità di raggiungere ogni parte della superficie in fase di rinettatura e cesellatura.
- a fronte delle ridotte dimensioni il metallo fuso rimane minor tempo a contatto con la terra dello stampo, mantenendo fluidità, anche in presenza di spessori modesti, che tendono a raffreddarsi precocemente; permettendo una riduzione del peso, del costo e soprattutto scongiurando perniciosi ritiri per eccesso di spessore.
Tale necessità, di dividere l’oggetto, deve essere prevista già in fase di disegno, affinché ad esempio l’innesto di un braccio risulti mascherato da una piega della veste, un bracciale,ecc.
Due sono sostanzialmente i metodi antichi di fusione a cera persa.
Fusione diretta a cera persa.
Su di un telaio di ferro si plasma la figura, che si vuole ottenere, impiegando vari materiali: terre refrattarie, gesso, mattoni in pezzi, ed altro; in modo da conferire all’impasto resistenza e permeabilità.
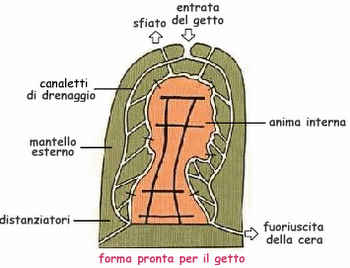
Quando il lavoro ha raggiunto la forma desiderata, è ricoperto con un sottile strato di terra refrattaria fine, sufficientemente liquida da essere stesa a pennello. Trascorso il tempo necessario all’indurimento, si riveste interamente il manufatto, che fungerà da anima, con un congruo spessore di cera, e si modella finemente nei minimi particolari. Si applicano a caldo, nei punti suggeriti dall’esperienza, le “canne” (aste di cera di vari diametri, preparate allo scopo), che permetteranno sia l’alimentazione, sia gli sfiati, durante la colata. S’infiggono, attraverso lo strato di cera, nell’anima dei chiodi, che si lasciano sporgenti. Si procede alla copertura completa del tutto con il mantello, eseguito con terra fine diluita stesa a pennello e poi con altra terra.
Dopo essiccamento completo, si cuoce, generalmente in forni adatti al recupero della cera, che si liquefa lasciando vuoto lo spazio, che sarà occupato dal metallo fuso; quindi elevando la temperatura si vaporizzano completamente le tracce residue. Se lo spessore del mantello è sufficiente a contenere la pressione idrostatica del metallo fuso si esegue direttamente la colata. Altrimenti si deve preventivamente procedere, in un contenitore normalmente una buca,al seppellimento in sabbia asciutta. Alla fine si libera la fusione, rompendo il mantello ed estraendo l’anima. Il fonditore elimina, con sega e lime, i getti in corrispondenza di ogni canale di alimentazione e di sfogo, indi il cesellatore rifinisce con raschietti e ceselli tutta la superficie.
Fusione indiretta a cera persa.
Sull’originale dello scultore, eseguito in argilla, in gesso, in cera od in legno intagliato, una volta applicata una mano di antiaderente si procede alla costruzione di uno stampo in gesso. Con pennello e poi con spatole si stende il gesso, coprendo la più ampia superficie possibile senza che risultino sottosquadri.
Tassello internamente ricoperto di uno strato di cera
I bordi di questo tassello devono essere piani, perpendicolari alla superfice e di adeguato spessore. Su tali bordi si devono ricavare nicchie (riscontri femmina); anche sul gesso secco si stende un antiaderente. Si procede allo stesso modo per i tasselli successivi, che risulteranno provvisti sia di riscontri maschi, in prossimità di quelli contigui femmina, sia femmina, ove ulteriormente ricavati.

Calco a tasselli su modello di argilla
E’ necessario studiare con cura il percorso del profilo dei tasselli, al fine di coprire tutta la superficie con il minor numero. Completato ed indurito il guscio si estraggono, a cominciare dall’ultimo realizzato, i tasselli, se ne rifilano le sbavature e si stende anche sulle superfici interne una mano di antiaderente.
A questo punto si ricopre di uno strato adeguato l’ interno di ogni tassello, pressando con le dita della cera morbida. Dopo aver rifilato la cera in esubero, si ricompone l’intero guscio e si cola la malta refrattaria all’interno, da uno o più fori. Una volta indurita, essa regge, dopo aver tolto i tasselli, l’involucro di cera e ne costituisce l’anima. Da questo punto si procede come per la fusione diretta, con il vantaggio di conservare un calco, nel caso di insuccesso della prima colata o per la produzione di successivi multipli.
Altro metodo utilizzato per alcuni lavori artistici di pregio e serie più limitate, consiste nel ricavare lo stampo del modello con gelatine animali, che, restando morbide, permettono di sfilarlo come una specie di guanto. Anche queste gelatine vengono racchiuse in una forma di gesso, con lo scopo di mantenerle in posizione al momento della colata della cera; questa calda incontra la superefice umida e fredda dello stampo in gelatina, che ne favorisce il raffreddamento. Questo modello in cera è poi lavorato come descritto in precedenza.
La fusione in terra.
Si può ricorrere alla fusione in terra per bassorilievi, medaglie, placchette, pannelli,vasi, od anche figure a tutto tondo, con o senza l’ausilio dell’anima (in questo caso le anime non sono tenute in posizione da perni, ma è necessario che abbiano appositi appoggi fuoriuscenti alle due estremità), ecc; purché non sia richiesta una superfice particolareggiata e non siano presenti sottosqudri.
Si utilizzano le “staffe”, che sono generalmente di ferro, rettangolari, somiglianti a cassetti senza il fondo. Le più piccole sono grandi come scatole da scarpe, ma ne esistono anche con i lati di qualche metro. Si impilano una sull’altra. Le pareti sono concave verso l’interno (in modo da trattenere la zolla di terra refrattaria) e provviste all’esterno di flange forate, con la duplice funzione di servire da manici e di permettere l’inserimento degli “spinotti” (perni di ferro lunghi un palmo, del diametro di 12, 15 millimetri, muniti di un occhiello da una parte e leggermente appuntiti dall’altra), che consentono di mantenerle perfettamente allineate durante le operazioni di apertura e chiusura.
Esistono molti tipi di terre refrattarie, più o meno fini, somiglianti a sabbie con l’aggiunta di agglomeranti; devono essere preparate ogni volta prima dell’utilizzo, gettandole inumidite contro una parete a formare cumuli. La terra così preparata è molto soffice, stringendone una manciata rimane una impronta perfetta del pugno spessa un dito.
Per la formatura si posa la prima staffa (chiamata staffamatta) su di un piano d’acciaio,si posizionano uno o più tubi conici ( che estratti lasceranno i fori dei canali per la colata), secondo le esigenze, si colma di terra, si comprime con la piletta (grosso pestello di ferro con la testa d’ottone), si aggiunge terra e si pesta la zolla fino a raggiungere la densità desiderata. I modelli pianeggianti sono posati sul piano, ottenuto dopo aver rasato con una stecca metallica la staffa, mentre è necessario inserire quelli di un certo spessore in nicchie appositamente scavate. Si riempiono i vuoti lungo il profilo fino ad ottenere il seppellimento di una metà del lavoro, con apposite spatole da formatore. A questo punto, dopo aver spolverato, si passa una mano di licopodio (polvere idrorepellente) su tutta la superfice. Si appoggia una seconda staffa, si inseriscono gli spinotti, si riempie e si comprime come in precedenza. E via di seguito con altre staffe a seconda della grandezza del lavoro. Si capovolge il tutto tenendo ben serrato e si estrae la staffamatta. Si ripassa il licopodio e si sovrappone una nuova staffa con i suoi spinotti e si riempie e comprime nuovamente. Si assestano alcuni colpi di mazzuolo sui lati delle staffe, al fine di distaccarle dai modelli. Aperto lo stampo si estrae il modello, mediante viti inserite in appositi fori filettati eseguiti sul retro nel caso di un lavoro accurato, o più abitualmente con le unghie; motivo per cui, nelle fusioni più grezze, alle volte sono presenti tracce di queste “unghiature”. Si estraggono i tubi conici e si connettono i canali, così ottenuti, ad incisioni ricavate, sulle facce interne, partenti dai bordi dell’impronte lasciate dai modelli, che una volta, richiusi gli stampi, serviranno per l’entrata e l’uscita dei getti durante la colatura. Se il lavoro è particolarmente curato, con apposite procedure, si posa a contatto del modello un impasto più fine, che permette una maggiore cura dei particolari. Da ultimo si rompe lo stampo di terra e si pulisce la fusione grezza dai residui.
La terra viene miscelata con sterco e peli di animali affinché, durante il riscaldamento, tale materiale bruci e si crei una certa porosità da cui possano uscire i vapori della cera fusa, evitando la creazione di tensioni o bolle.
In questo modo si perde il modello di cera, da qui il nome di “cera persa” dato a questa tecnica, che richiede la preparazione di una nuova “cera” ogni volta.
Bisogna inoltre tenere conto che i singoli pezzi da usarsi come modelli devono essere progettati e provati affinché si incastrino perfettamente tra loro, non essendo poi possibile aggiungere materiale; ed in quanto, ad ulteriore complicazione, un pezzo pieno si ritira, durante il raffreddamento del metallo, in una percentuale maggiore di un pezzo cavo. La divisione in parti ed il relativo intervento a carico dei vari innesti (maschio-femmina), affinché risultino perfettamente solidali a lavoro ultimato, è compito del modellista fonditore, che adotta il tipo d’incastro a seconda del modo di bloccaggio previsto ( chiodatura, spinatura, saldatura o viti e dadi).
Il cesello è eseguito con bulini e martello fissando il pezzo da cesellare su una ciotola semicircolare riempita di pece, del peso di alcuni chili, scaldandolo per farlo aderire perfettamente o per distaccarlo ogni volta che si deve accedere ad una sua parte.
Da quanto descritto si comprende quale importanza rivestisse all’epoca la preparazione del modello.






